Shielded Metal Arc Welding (SMAW), commonly known as stick welding, is one of the most versatile and widely used welding processes. It’s the first process many welders learn because equipment is simple, portable, and relatively inexpensive. If you’re just starting out, here are the basics to help you get up to speed quickly.
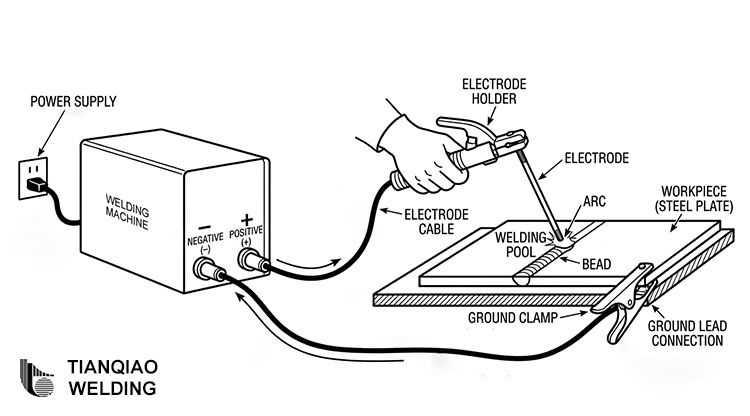
A basic SMAW setup includes a constant current welding machine (transformer, inverter, or rectifier), electrode holder, ground clamp, and the electrodes (sticks) themselves. Inverter machines are lightweight and energy-efficient, making them ideal for beginners and field work. Make sure your ground clamp is attached securely to clean metal — a poor ground causes arc wandering and hard starting.
Choosing the right electrode is critical for success. For carbon steel, common general-purpose electrodes are E6013 and E7018.
| Electrode | Coating | Best For |
|---|---|---|
| E6013 | Rutile coating | Clean sheet metal, light fabrication, beginners |
| E7018 | Low-hydrogen | Structural work, higher strength, crack resistance |
Beginners should start with E6013 in 2.5mm or 3.2mm diameter — it’s forgiving and easy to restart.
Arc starting is often the first hurdle. Beginners commonly stick the electrode to the workpiece. Use one of two methods:
- Scratch method — like striking a match
- Tap method — quickly touching and lifting
For E6013, a light scratch works well. If the electrode sticks, give it a quick twist or release the electrode holder — don’t panic. Once you have a stable arc, maintain a short arc length (about the same as the electrode diameter, roughly 2–3mm). A long arc creates excessive spatter, poor gas shielding, and an unstable puddle.
For flat welding, hold the electrode at a 15–20° drag angle (tilting in the direction of travel, with the arc pointing back into the puddle). Watch the puddle shape — it should be round or slightly teardrop. Move at a steady pace so the puddle wets out to the edges but doesn’t overflow. If you go too fast, you’ll get a narrow, ropey bead with poor fusion; too slow, and the puddle piles up and may drop.
Remove rust, paint, oil, and mill scale from the weld zone — at least 25mm on each side of the joint. Dirty metal causes porosity, spatter, and poor arc stability. A grinder or wire brush is your best friend before striking the arc.
The arc produces harmful UV radiation — never look at it without a helmet. Also, work in a well-ventilated area to avoid fume inhalation. Required PPE includes:
- Auto-darkening or fixed-shade welding helmet
- Flame-resistant jacket
- Welding gloves
- Closed-toe boots
- Earplugs
Practice is the only way to improve. Start with flat beads on scrap plate. Run straight beads without weaving to get a feel for arc length, travel speed, and rod angle. Then try weaving patterns (small zigzag or circles) to widen the bead. Once you can lay down consistent beads, move to lap and T-fillet joints. Don’t rush — quality takes time.
The best way to learn SMAW is by burning rods. Each electrode is a lesson. Keep your settings in the ballpark figure, adjust by feel, and watch the puddle. With a few hours of practice, you’ll be welding confidently.
Post time: May-22-2026