ER70S‑6 conforms to AWS A5.18. The designation breaks down as follows:
ER – Electrode or filler rod
70 – Minimum tensile strength of the deposited weld metal: 70,000 psi (~490 MPa)
S – Solid wire
6 – chemical composition, particularly higher silicon (Si) and manganese (Mn) content
The “6” composition provides three key advantages:
Strong deoxidation – The elevated Si and Mn effectively remove oxygen from light rust, mill scale, and oils, significantly reducing the risk of porosity.
Excellent handling characteristics – Stable arc, low spatter, smooth bead appearance, and consistent wire feeding.
Good mechanical properties – The deposited metal offers reliable tensile strength and low‑temperature impact toughness.

Selection & Application Guide
1. Base Metals & Processes
Base metals: Carbon and low‑alloy steels with tensile strength up to the 490 MPa level, such as A36, 1018, 1020, and similar grades.
Processes: Primarily used for MIG/MAG welding (GMAW). It can also be used as filler rod for TIG welding (GTAW).
2. Shielding Gas
100% CO₂: Lower cost, deeper penetration, but more spatter.
Ar / CO₂ mixtures (e.g., 80% Ar + 20% CO₂): Better overall performance – stable arc, low spatter, smooth bead appearance.
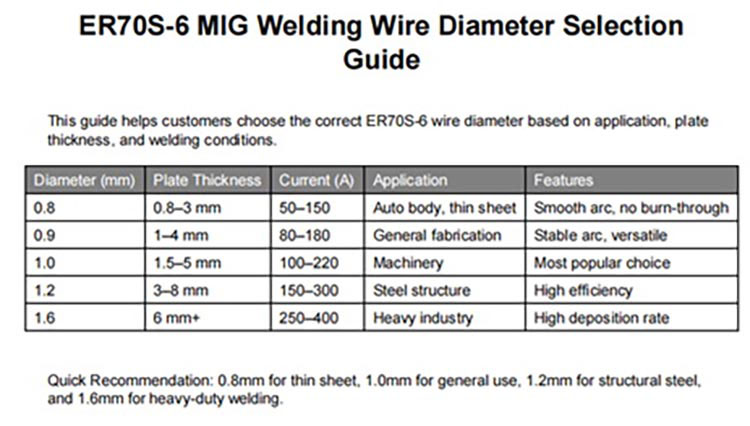
3. Wire Diameter & Current Selection
4. Typical Applications
Thanks to its well‑balanced properties, ER70S‑6 is widely used in many industries:
Automotive manufacturing – Frames, structural components
Heavy equipment & machinery – Excavators, cranes
Shipbuilding – Hull structures
Structural steel – Buildings,
Pipe & pressure vessels – General fabrication
Usage Precautions
Storage – Although ER70S‑6 has good rust resistance, store it in a dry, well‑ventilated area to prevent moisture absorption.
Surface preparation – For best results, remove heavy rust, oil, grease, and water from the base metal before welding.
Welding parameters – Adjust voltage, amperage, and gas flow (typically 20–25 L/min or 40–50 cfh) according to the wire diameter to ensure proper shielding.
Post time: Apr-01-2026