Welding Arc Stability
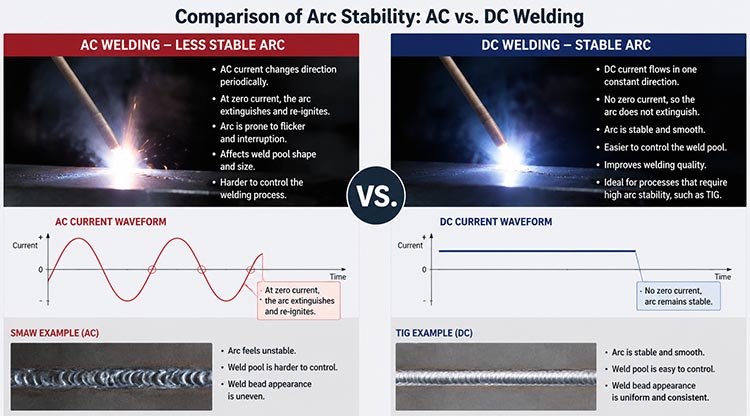
AC Welding: The stability of AC arc is relatively poor. The direction of the alternating current changes periodically, and the arc will extinguish and re-ignite when the current crosses zero. This causes the arc to easily flicker and be intermittent.
Example When using AC power for welding during SMAW, the welder can clearly feel that the arc is not as stable as DC, and this instability will affect the shape and size of the molten pool, making the welding process more difficult to control.
DC Welding: DC arc has good stability. Because the direction of the DC current is constant, there will be no current zero crossing, so the arc combustion is more stable. Especially for some welding processes that require high arc stability, such as gas shielded welding (such as argon arc welding), the use of DC power supply can obtain a stable arc, which is conducive to accurately controlling the welding pool, thereby improving the welding quality.
Example When welding thin plate materials, a stable DC arc can avoid burn-through and better control the shape of the weld.
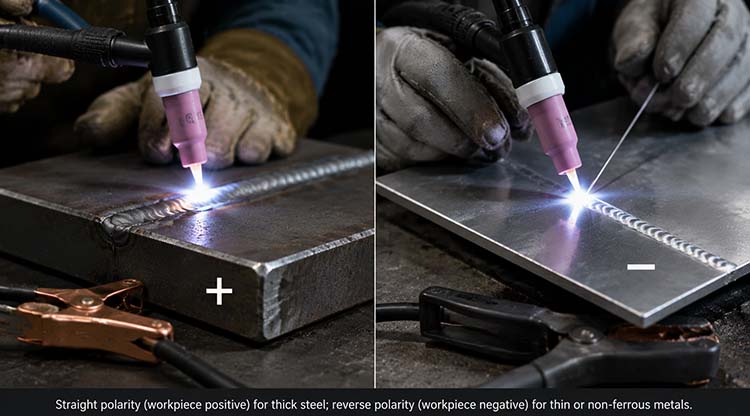
Welding Polarity (for DC Welding)
Cost and Complexity of Welding Equipment

Applicable Range of Welding Materials
AC Welding: AC welding has certain advantages for welding some magnetic materials. Because alternating current can overcome the magnetic deflection phenomenon of magnetic materials.
Example When welding some magnetic alloy steel, AC welding can reduce the arc deflection caused by the magnetic field and make the weld more uniform. At the same time, AC welding is also suitable for the welding of ferrous and non-ferrous metals that do not require high welding speed and relatively moderate quality requirements.
DC Welding: DC welding has a wider application range, especially for welding with high quality requirements. It can be used to weld various ferrous metals (such as carbon steel, alloy steel) and non-ferrous metals (such as copper, aluminum, titanium, etc.). For some active metals, such as titanium, DC welding can effectively prevent metal oxidation and ensure welding quality under appropriate protective gas.
Example In the aerospace field, titanium alloy parts are usually welded using DC welding methods to ensure the strength and corrosion resistance of the weld.
Post time: Jun-18-2026