Welding is the core processing technology in the fields of modern manufacturing, steel structures, pipes, sheet metal, auto repair, and special equipment. According to the physical nature of the welding process, it is mainly divided into three categories: fusion welding, pressure welding, and brazing. The following is a detailed dismantling of the most commonly used welding methods in the industry, including principles, process characteristics, applicable materials, advantages and disadvantages, and on-site applications.
Fusion Welding (The Most Widely Used Method)
Fusion welding is a welding method that heats the welding part to a molten state without applying pressure, and relies on the cooling and crystallization of the molten metal to form a weld. It is also the most commonly used type in industry, construction sites, and maintenance.
1. Manual Arc Welding (Rod Arc Welding / Hand Arc Welding)

| Basic Principle | The high temperature of the arc generated between the welding rod and the workpiece is used to melt the welding rod and base metal, and form a strong weld after cooling. The equipment is simple, with AC/DC welding machine as the core. |
| Core Features | The equipment is portable, the cost is extremely low, and the location is not limited. It can be operated indoors and outdoors, at high altitudes, and in the field; it is flexible in operation and can weld seams in all positions. |
| Applicable Materials | Ordinary carbon steel, low alloy steel, cast iron, some stainless steel; not suitable for ultra-thin plates and high-precision welds. |
| Applicable Scenarios | Steel structure workshops, steel frame construction, equipment maintenance, pipeline repair, infrastructure projects, agricultural machinery and automobile repairs, and temporary component welding. |
| Advantages | Cheap equipment, easy to carry, strong wind resistance, good weld toughness, and extremely versatile. |
| Disadvantages | Low production efficiency, rough appearance of welds, large spatter, lots of smoke and dust, high technical requirements for welders, and thin plates are easy to burn through. |
| Practical Key Points | Select the corresponding welding rod according to the base material and control the current; bevel the thick plate and perform multi-layer and multi-pass welding; pay attention to wind, fire and arc burn prevention. |
2. Argon Arc Welding (TIG Welding / Tungsten Inert Gas Shielded Welding)

| Basic Principle | Use tungsten electrode as the electrode to generate arc, and at the same time, argon gas is introduced to isolate the air and protect the molten pool from oxidation. The welding can be completed by filling wire or self-melting. It is divided into DC argon arc welding and AC argon arc welding. |
| Core Categories | DC argon arc welding → welding carbon steel, stainless steel, alloy steel; AC argon arc welding → specializing in welding aluminum and aluminum alloys. |
| Applicable Materials | Stainless steel, aluminum alloy, copper, titanium alloy, thin-walled pipe fittings, high-precision metals. |
| Applicable Scenarios | Pressure pipes, pressure vessels, stainless steel products, door and window sheet metal, kitchen utensils, precision machinery, boilers, instruments, non-ferrous metal welding. The pipeline industry often refers to argon electric welding, which is argon arc welding base + hand arc welding filling cover. |
| Advantages | Beautifully formed welds, no spatter, small welding deformation, extremely high quality welds, good air tightness, suitable for thin parts and all-position welding. |
| Disadvantages | Slow welding speed, high cost, high equipment price, poor wind resistance, and cannot operate in outdoor windy environments. |
3. Carbon Dioxide Gas Shielded Welding (CO₂ Welding / Gas Shielded Welding)

| Basic Principle | The welding wire is used to automatically feed the wire, the base material and the welding wire are melted by the arc, and the carbon dioxide gas is continuously introduced into the molten pool to protect it. It is a semi-automatic fusion welding. |
| Applicable Materials | Low carbon steel, low alloy high-strength steel, mainstream welding method for ordinary structural parts; generally not used for high-demand stainless steel and non-ferrous metals. |
| Applicable Scenarios | Automobile manufacturing, engineering machinery, containers, steel structures, frames, shelves, greenhouses, batch sheet metal parts, and assembly line production. |
| Advantages | High welding efficiency, large penetration, low cost, wide current adjustment range, suitable for continuous operations on thick plates and long welds. |
| Disadvantages | Large spatter, average weld formation, weak windproof ability, low temperature and strong wind environment, easy to produce pores, and large amount of smoke and dust. |
4. Submerged Arc Welding

| Basic Principle | The arc is covered by granular flux and burns under the flux layer to complete the welding. Most of them are fully automatic/semi-automatic equipment. |
| Applicable Scenarios | Thick steel plate splicing, large steel structures, pressure vessel cylinders, long straight welds, shipyards, and heavy machinery mass production. |
| Advantages | Large current, extremely deep penetration, stable weld quality, no arc, less smoke and dust, high degree of automation, suitable for thick plate and large welds. |
| Disadvantages | The equipment is bulky, can only weld long straight welds in flat positions, has poor flexibility, and is not suitable for small parts, short welds, and special-shaped workpieces. |
Pressure Welding
During the pressure welding process, the workpiece is heated or not heated, and the contact surfaces of the two metals are tightly combined to form a connection by applying pressure, and there is no filler metal in the whole.
1. Resistance Welding (Spot Welding, Projection Welding, Seam Welding)

| Basic Principle | Use electric current to generate resistance heat through the workpiece contact surface, heat the metal to a plastic state, and pressurize to complete the welding at the same time. |
| Spot Welding | Most commonly used; two point electrodes press the workpiece to form a local welding spot. Mostly used for overlapping thin plates. |
| Applicable Scenarios | Batch processing of automobile bodies, home appliance casings, sheet metal parts, shelves, barbed wire, and hardware products. |
| Advantages | Extremely fast, high degree of automation, small deformation, no need for welding wires and electrodes, low cost, suitable for mass production on the assembly line. |
| Disadvantages | Only suitable for overlapping thin plates, poor sealing, unable to withstand large loads, and high power equipment. |
2. Friction Welding
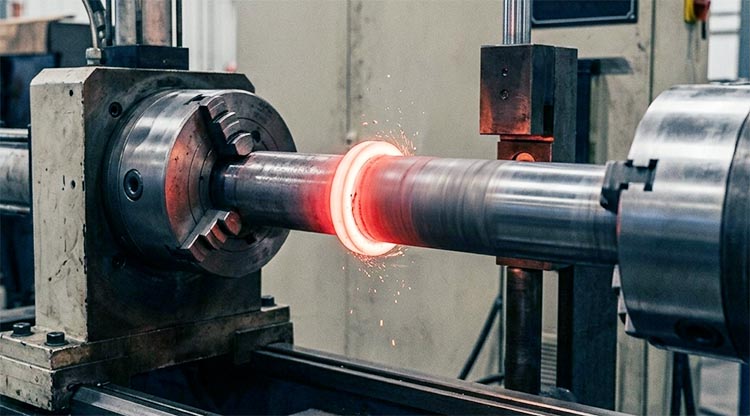
| Basic Principle | Two workpieces are used to generate heat through high-speed friction with each other. After the end face reaches the plastic state, it is instantly upset and pressurized to complete the welding. |
| Applicable Scenarios | Shaft workpieces, cutting tools, drill pipes, valve rods, and dissimilar metal docking. |
| Advantages | High weld strength, stable quality, high efficiency, no pollution, and can weld some dissimilar metals. |
| Disadvantages | The equipment is highly specialized and is only suitable for rotationally symmetrical workpieces. |
Brazing
During brazing welding, the base metal does not melt, only the solder with a lower melting point is melted, the liquid solder fills the joint gap, and the connection is completed after cooling. It is divided into two categories: hard soldering and soft soldering.
1. Soft Soldering (Tin Soldering)
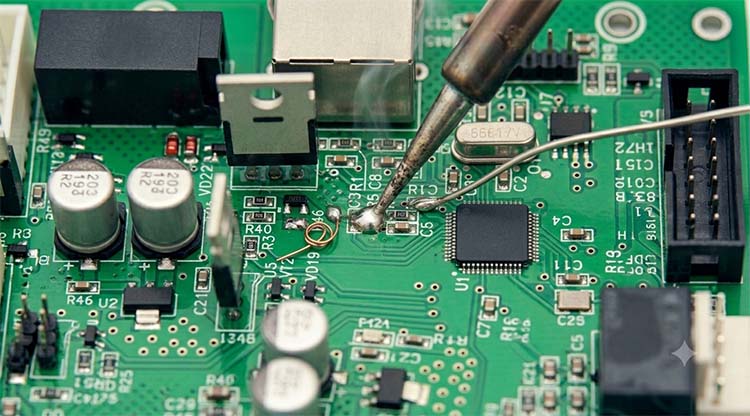
| Solder | Tin-lead alloy, lead-free solder; melting point lower than 450℃. |
| Applicable Scenarios | Electronic circuit boards, wire connectors, small precision electrical appliances, instrument circuits. |
| Features | Low temperature, no deformation of the workpiece, simple operation, low joint strength; only used for weak current and light load connections. |
2. Brazing (Brazing / Silver Soldering)

| Solder | Copper-based, silver-based solder; melting point higher than 450℃. Commonly used equipment: oxygen acetylene flame, high frequency induction equipment. |
| Applicable Scenarios | Copper pipes, air conditioning and refrigeration pipes, cutting tools, carbide cutter heads, and hardware fittings. |
| Advantages | The joint has good sealing performance, high strength, and small deformation of the workpiece. It is suitable for thin-walled pipe fittings and dissimilar metal connections. |
| Disadvantages | Average high temperature resistance, cannot withstand severe impact and heavy load. |
Industry Combination Technology (High-Frequency Practical Matching)
Argon Electric Welding (Mainstream Process in the Pipeline Industry)
Combination Method: Argon arc welding primer + manual arc welding filling and cover.
| Bottoming | Argon arc welding to ensure that the inner wall of the pipe is smooth, free of slag inclusions and pores, and meets the requirements for flaw detection and pressure resistance. |
| Filling Cover | Manual arc welding, which improves welding efficiency and reduces costs. It is suitable for large-walled pressure pipes, gas pipes, and thermal pipes. |
| Application | Installation and maintenance of power plants, chemical plants, municipal pipe networks, pressure vessels, and special equipment. It is a core required skill for pipeline welders. |
Summary of Selection Guide
Ordinary steel structures and field maintenance → give priority to manual arc welding
Stainless steel, pipeline primers, precision workpieces, non-ferrous metals → give priority to argon arc welding
Batch carbon steel components, frames, engineering machinery → give priority to CO₂ gas shielded welding
Batch processing of sheet metal, home appliances, and body sheets → choose resistance spot welding
Air-conditioning copper pipes and circuit wiring → choose brazing
Post time: May-26-2026